




With over 15 years of experience in the section of prototype construction, the company Seiffer & Steiner Präzisionsteile GmbH in Lauffen am Neckar has made a name for itself beyond the German borders. For well known customers from the automotive industry, the aerospace industry, as well as from the areas of medicine and mechanical engineering, the existing know how is used to develop the required components, together with the customer, partly already in the planning phase, and to prepare them for series production via the various evolution stages. For highly specialized applications in niche areas, however, it is often not possible to achieve larger series production, so that everything takes place in very small series or a few parts. However, it is precisely for these applications that the highest quality requirements are often placed on the component, especially if they are later used in the aerospace industry. Not only special strips have already been developed for a major European aircraft manufacturer, but highly complex optical sensor components are also currently being developed for use in satellites. Since the highest precision and production quality are the prerequisites here, completely machine and burr-free production was obligatory. However, especially for the machine deburring of the many bores with partially asymmetrical and curved contours, as well as the machining of the surfaces, Seiffer & Steiner was dependent on appropriate tooling solutions, which had not been available until then. A visit to the Deburring Expo in Karlsruhe and the resulting first contact with KEMPF was to change this permanently.
The desired result could be achieved for the first time by using ceramic tools and the Back-Burr Cutter & Path deburring system.
After an on-site inspection of the component and the production processes by KEMPF's field service Dominik Messaros, an expertise could be prepared and the necessary deburring solutions selected. The large portfolio of deburring tools in the standard and special range, as well as almost 60 years of experience in the field of burr-free machining, are prerequisites for being able to quickly apply suitable and yet cost-effective solutions even for such complex applications. In order to produce the many surfaces, bores and 3-D contours, above all, in a process-safe and absolutely burr-free manner directly in the machine, a large number of ceramic (-fiber) tools were used, among others whose abrasive properties are outstanding. For example, a ceramic cross-hole brush with a diameter of 7 mm was used to deburr all cross holes. The brush designed for this purpose steers the flanks of the ceramic fibers to the bore wall by the centrifugal force generated and can thus efficiently remove fine burrs, for example on cross-holes. Another ceramic fiber brush was used for the surface of the mounting flange of the approximately 100 mm long component made of high-strength titanium. The surface brush with a diameter of 15 mm is ideally suited for deburring flat surfaces without creating too much edge rounding. As the individual fiber rods of the brushes are each composed of approx. 1000 bonded fibers, 80% of which are ceramic, the cutting edges re-sharpen themselves during the machining process. This ensures constant grinding performance and thus uniform stock removal on the component. This results in excellent polishing and grinding properties, which in turn contribute to outstanding surface finishes (Ra + Rz value), especially on face-milled surfaces. Finally, various ceramic grinding pins with flexible shank and special ceramic fiber material head provide the necessary finish and realize the final fine deburring on contours and bores in the range below 10 mm diameter with pinpoint accuracy.
The Back-Burr Cutter & Path deburring system is used for the most difficult deburring tasks on the optical sensor component. Only this synergetically working system, consisting of a spiralized and highly heat-resistant ball cutter and an NC data set generated specifically for the application. Allows defined deburring of bore overlaps, thread exits and even the most complex contours, which can be replicated over a long machining time. In contrast to the deburring tools often used, which perform a linear movement in relation to the cross hole and rotate in the process, the deburring system uses a more effective variant - namely contour-parallel deburring along the edge or contour to be machined. By creating the data set individually, the milling cutter traverses the contour of the component to be deburred with high precision andd thus removes burrs that have arisen reliably and without leaving any residue, even on the reverse side of bores. The Back-Burr Cutter & Path deburring system is the first choice, especially when cost-efficient and fully automated production of components without manual post-processing is required.
Long service life - even with titanium
A novelty and a unique selling point of the Back-Burr Cutter & Path deburring system lies in the NC data set, which simultaneously shifts the cutter cutting point to the component as standard during machining, so that punctual wear is prevented and an immense increase in tool life is achieved. In addition, the AlTiCrN coating also ensures that the milling cutter can deliver the same performance over a long period of time, even with titanium. Important prerequisites, therefore for use precisely on this satellite component. Due to the complexity of the inner bore contour of the main bore, a "special path" was specially programmed and a spherical cutter with a diameter of 3.8 mm was used. The slim shank provides the necessary access to traverse and machine the entire contour without contact with the outer surface. In order to achieve the perfect burr-free result, a total of five deburring tools were used for this component, so that the high quality requirements were achieved without any manual finishing.
PCD cutters by KEMPF bring the decisive advantage
After these very satisfactory results, these tools should consequently also be used for a camera carrier for the optics industry with similar problems. The large, semi-circular component made of aluminum sand casting with a diameter of about 60 cm has to be provided with several recesses and pockets that serve to accommodate the camera. The outer undefined contour of the milled pocket, which is common with casting contours, was to be completely deburred, which was not possible in terms of process reliability in view of the burrs created during the production of the recesses. In order to optimize the entire process considerably, the solid carbide milling tools used so far, which produced burr roots that were much too large, were replaced by PCD milling cutters from KEMPF. The standard KF 910 milling cutters with diameters of 14 mm and 20 mm as well as a PCD special tool with a diameter of 38 mm performed such good preliminary work that the ceramic fiber surface brush used for deburring the contours only had to remove a small amount of burr. This not only reduced wear and thus also the service life of the ceramic fiber brush used, but the durability of the PCD cutters also exceeded that of the solid carbide cutters previously used many times over. Since then, the camera supports produced in medium-sized series have been manufactured using the optimized process. Manual reworking is no longer necessary, as all processes are implemented by machine with consistent quality.
 |
On the end piece of the optical sensor component, the inner contour of the left cross hole was deburred with the Back-Burr Cutter & Path deburring system. In addition, the BÜA32-CB15M surface ceramic fiber brush was used on the end face to deburr all contours without creating a chamfer. The transverse bores were very finely deburred with a BÜCH-PB-4B (blue) flexible mounted point with a diameter of 4 mm. |
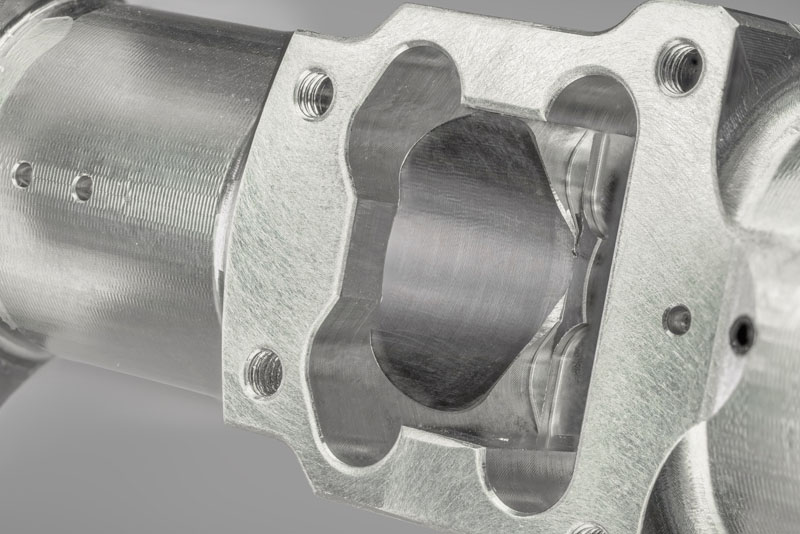 |
Section of the optical sensor component - the inner contour of the main bore deburred with the Back-Burr Cutter & Path deburring system and the surface of the mounting flange machined with the ceramic fiber brush of the most abrasive type (blue brush) BÜA32-CB15M can be seen clearly. The bore exits of the small transverse bores were deburred in a process-safe manner with a cross-hole brush BÜCH-A33-7M (blue) with a diameter of 7 mm. |
 |
On the left, the used ball cutter "Back-Burr Cutter" of the type BXC-38-B with 3.8 mm diameter. On the right, the KEMPF KF910 PCD standard milling cutter, which, due to its cutting edge geometry, already enables burr-minimizing milling operations on non-ferrous metals and plastics. In addition, significantly higher cutting parameters with additionally longer tool lives are possible compared to solid carbide tools. The blue cross-hole ceramic fiber brush type BÜCH-A33-7M with a diameter of 7 mm is particularly suitable for process-reliable deburring of cross holes. The blue ceramic fibers are the most abrasive here and offer the highest grinding performance. The ceramic fiber brush type BÜA11-CB25M is shown on the right. This brush with red ceramic fibers offers higher elasticity and flexibility and is ideally suited for fine deburring as well as for polishing surfaces. |
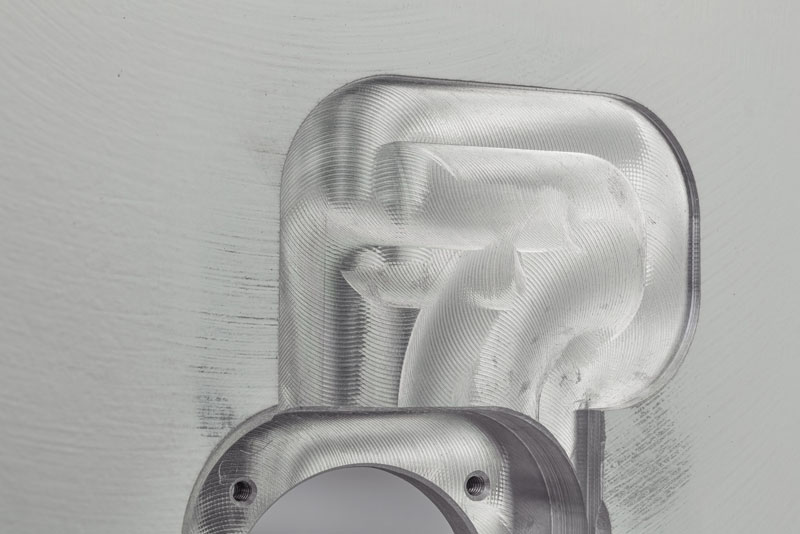 |
The milled pocket on the outside of the camera carrier above the recess for the camera - to deburr the contour, the entire surface is simply run over with a surface brush of medium abrasiveness (red) type BÜA11-CB25M. By using the KEMPF KF910 PCD standard milling cutter, a burr-minimized milling process was also implemented, which increases the service life of the milling cutter and the 25 mm diameter surface ceramic brush many times over. |