




Flexibility is only one of the hallmarks of contract manufacturer Schwab CNC, albeit the most important one. The family-run company with a total of 24 employees is in demand above all when it has to act quickly and yet still demand the highest precision. Thus, Schwab CNC can already provide advice during the planning or design phase and lays out the subsequent production processes on the basis of the customer's specifications. In doing so, all required standards are met, e.g. for the automotive industry. Due to the focus on series production in connection with the high flexibility, not only up to 200,000 pieces per year can be produced per component, but also small series can be taken over and even prototypes can be represented. The specialist for magnesium and aluminum in the sand or die casting process primarily supplies customers from the automotive and electronics sectors, but has also been increasingly active for some time in the growth markets of e-mobility and photovoltaics. The mostly highly complex parts, for which there are often high quality specifications, must nevertheless be produced cost-efficiently, which goes hand in hand with a reduction of all manual activities. This is the only way to guarantee consistent quality and continuous machine utilization even over a large series.
Difficult deburring requirement calls for innovative tool solutions
In the case of an actuator housing (steering gear housing) made of magnesium for the automotive sector, machine deburring is even a customer requirement. With a run of 200,000 pieces per year, this is no easy task, because the tooling solutions required for this had not been in use at Schwab CNC before. The main difficulty was the deburring of an almost elliptical recess, as well as the deburring of various oblong holes within the main bore, the machining of which was not feasible with commercially available deburring tools. Only after contacting KEMPF and the field service Dominik Messaros, the deburring specialist was able to work out a concept that covers the entire deburring processes by means of two different tool solutions with two versions each.
To process the complex internal contours, Dominik Messaros decided to use the innovative Back-Burr Cutter deburring system. In contrast to deburring tools, which perform a linear movement in relation to the transverse before while rotating, the deburring system uses a more effective variant – namely contour tob e machined. Only this synergetically working system, consisting of a spiralized and highly heat-resistant ball cutter and an NC data set generated specifically for the application, can generally deburr bore overlaps, thread exits and even the most complex contours with process reliability.
Through the individual creation of the data set, suitable for the desired processing, the milling cutter traverses the contour of the component to be deburred with high precision and thus removes burrs that have arisen safely and without leaving any residue, even on the back of bores. Particularly worth mentioning here is the fact that the system generates a defined contour that can be replicated over all parts to be machined, thus producing consistent deburring quality. A novelty and a unique selling point of the Back-Burr Cutter & Path deburring system is also the NC data set, which simultaneously shifts the cutter cutting point to the component as standard during machining, so that punctual wear is prevented and an immense increase in tool life is achieved. In the case of the magnesium actuator housing to be machined, this means around 20,000 parts with a single ball cutter.
The upper flange surface and all contours on the underside are also deburred with two ceramic fiber brushes made of high-performance ceramics. The individual fiber rods of the brushes are each composed of approx. 1,000 bonded fibers, which in turn consist of 80% ceramic and thus have unbeatable abrasive properties. The self-sharpening cutting edges of the ceramic fibers ensure constant abrasive performance and thus uniform removal of the burr on the component. A nice side effect is that the unique properties of these ceramic fiber brushes, with an average wear of 0.0005 mm per component, enable a service life of well over 100,000 machining operations. To ensure consistent deburring performance, Schwab CNC relies on parameter programming of the brush length. Here, the tool length of the brush is automatically reduced after each program run until the set wear limit is reached. With this actuator housing (steering gear housing), the operator only has to readjust the brush after 20,000 components.
Perfect non-stop deburring directly in the machine
By using KEMPF's machine deburring solutions, not only the customer's specification was met, but the manpower required for the production of the magnesium parts was halved. The subsequent manual deburring with fluctuating quality could be completely eliminated and consequently the fully automated production on two machines with robot equipment could be ensured. In the process, the cycle time per part was extended by just five seconds - a top value for absolutely process-reliable complete deburring of the component and a worthwhile investment for Schwab CNC for better, consistent quality and fewer complaints.
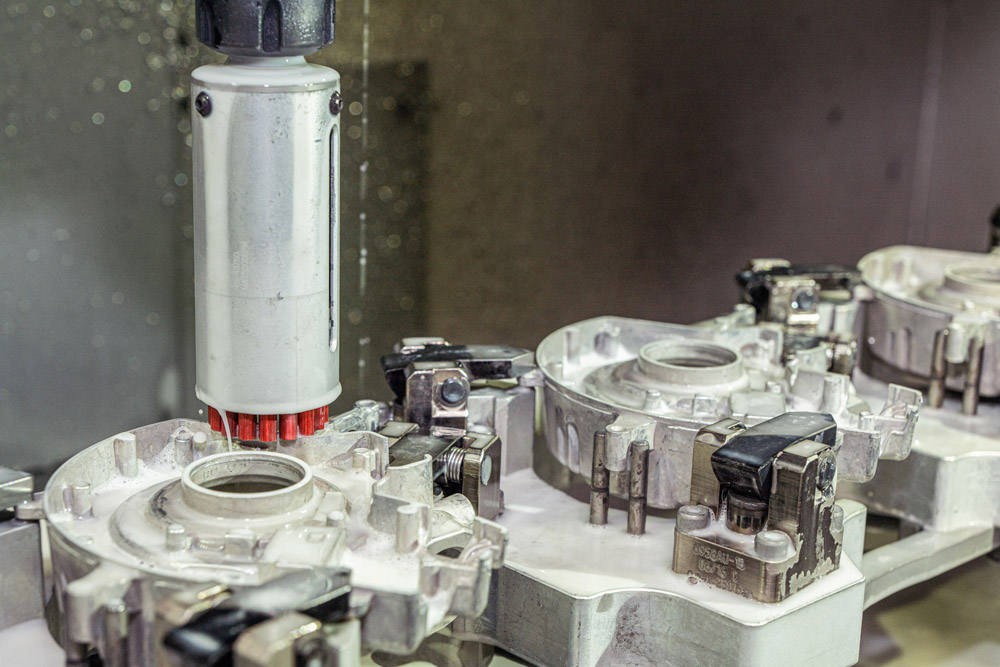 |
Mechanical deburring with a ceramic fiber brush with a diameter of 40 mm - this brush moves over the entire component edge on the underside in just a few seconds and deburrs it completely. Continuous robot loading ensures almost 100% utilization of the machine. To guarantee consistent grinding performance across all parts, the brush protrusion can be easily readjusted using a grub screw on the aluminum sleeve, or a compensating holder can be used for automated wear compensation. For this application, Schwab CNC relies on a tool length change of 0.0005 - to 0.003mm via R-parameter programming of the brush. |
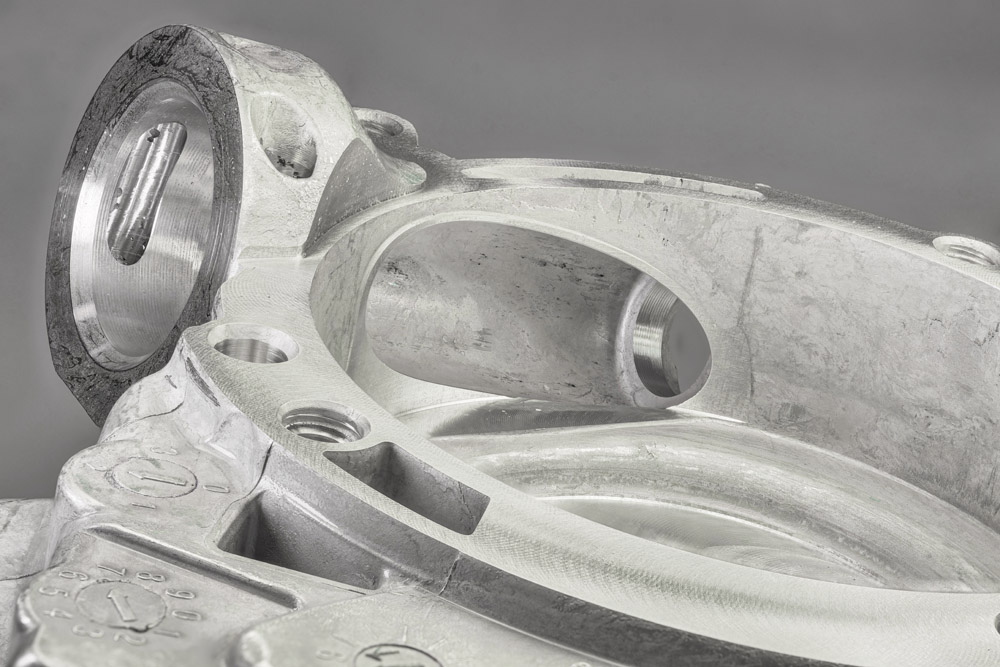 |
Close-up of the top of the actuator housing: The magnesium casting component has many holes and resulting contours that have to be deburred. Due to this complexity, much of the deburring was done by hand at the beginning of production. It was not until the Back-Burr Cutter & Path deburring system was used that the elongated holes could be machined and completely deburred with the ball cutter type BXC-33-A and the large, almost elliptical inner contour with the type BXC-48-A. The flange surface with the various (threaded) holes is also machined burr-free here with a 15 mm diameter ceramic fiber brush. |
Click here to get to the full article in the mav